After much research I decided on the W58 transmission. It has gear ratio's I liked, a higher 1st ratio, closer 2-3 ratio's and a taller 5th gear. It's been available in many toyota's, MKII celica-supra's, 82-86 celica's, some 2wd pickups, MKIII Supra's (NA), and I think the IS300 (might be some other variant of the W5x trans, such as a W55). Most people seem to rate them as good in the 3-400 horsepower range, but it's the shockloading that kills. I'm hoping this thing is stout enough...
After trying to source bellhousings/adapter plates from various places that might meet my requirements/idea's on how I wanted it done. I struck out on all the sources I wanted to buy from, as it was either not available, not in stock and/or no responses to my emails.
So after talking to a friend of mine, I got permission to use his manual end mill to build my own T50 bellhousing to W58 transmission adapter kit. The lathe pieces he made for me, although I plan to learn that as well one day for kicks.
When I say permission, its more like I said "I've got this idea to make this part."
And he said "Here's some safety goggles, there's the machine... have at it!"
And while it is 'cool' to say I made it with my own hands, I'd rather have it cnc'd or water jetted. Because on the manual end mill, to make curves you literally have to rotate your hands/arms at different speeds to move the table in a manner that it produces a curve in the material... And it's a long, LONG process. I've got around 30+ hrs into doing this, prototyping is not quick. I've got a TON more respect for oldschool machinists now than I did before (and I already respected them!).
Anyways on with the fun stuff, pics/info on the steps I took:
1. Seperated Trans/Bellhousings.

Took some measurements to get an ideal of where the shifter will sit in the shifter hole. The trans I have from an 82-86 RA6x Celica is the 17 7/8" position (furthest left):
Note: in the US we only got 2 of 4 shifter positions, furthest left 17 7/8" and 2nd from the right, approx 20.5-21". Stock T-50 = 19 1/4"
And with the adapter plate the W58 shifter I estimated should be around here, in comparison to the T50:

2. Butchered a spare T50 bellhousing for a 4A-C to use as a template/pattern. Pic shows it next to my 4A-GE Bellhousing.

3. Made a centering tool out of an input shaft collar for the T-50 to center the T-50 Bellhousing on the W-58 input shaft.

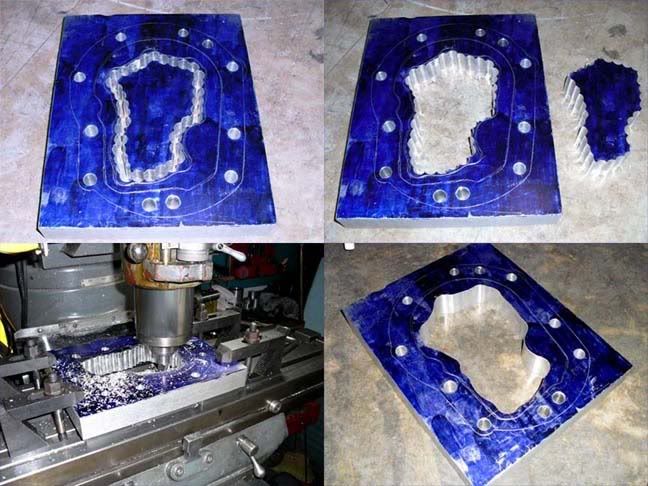
4. Started on the chunk of 6061, first marked and drilled the dowel holes.

The end mill (nuff said).

Then dyed the piece and traced out the pattern as best I could.

5. Drilled out the center, since it's much faster than trying to mill it completely out. Then did a final cut on the end mill for the center.
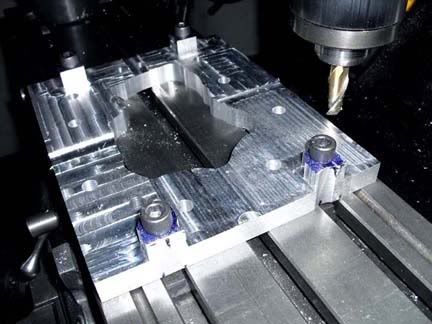
6. Checked to make sure the center cleared, then placed my 'template' onto it and marked the position I wanted it. Drilled and tapped one hole to hold it steady for marking & drilling the rest.

In this pic you can see the mark that I put to estimate the centerline, as well as how thick this chunk was (almost 1.5").

7. After everything was marked off and drilled. Milled the piece down to it's final thickness, which sounds short & easy but this is one of the longest parts of the process.

8. Re-dyed the material to mark the rest of the holes, checked clearances, and drilled and tapped the rest necessary.


Note: due to trying to make the shifter sit perfect/upright with little to no 'lean'. I found you can't utilize the bottom center bolt hole of the T-50 bellhousing, because the shape of the W58 input shaft collar/plate opening leaves no material to work with. So it only uses 6 out of 7 bolts on the T-50 bellhousing. Also, due to where the T-50 holes have to be drilled/tapped I could only use 8 of 9 mounting positions on the W58 side. This is more than fine IMO, should be plenty strong.
9. Bandsaw made quick work of most of the unnecessary outside material.

10. Milling machine again for the final cut.

11. And the plate is finished.

12. The only downside to having pre-drilled the whole w58 pattern. To utilize both of the top holes in the T-50, I had to oblong one of them my GT-S bellhousing and run a long bolt. While it doesn't bother me, if someone else ever want's to use this bellhousing on a T-50 it may not seal near the bolt. Although a welder & some sanding can fix that if it's ever 'really' necessary. Although after having driven the W58, I'll probably never go back to a T-50 if I can help it.

13. Obligatory baller pic, just because this thing looks so mean with the hardware in & mounted.

14. Mounted the bellhousing to check fitment.

15. Took a bunch of measurements to figure out where the clutch disc would sit on the splines with the adapter in place. Plenty of engagement IMO.

Note: Bellhousings are the same height between the T50 & W58. Also the input shafts are the same lengths (or as near as I can tell within a few MM of each other). And FYI, from what I was able to find the adapter plates previously made are around 20mm. Or just a hair over 3/4".
16. With the addtional height the adapter plate adds, you have to space the pilot bearing to match. Otherwise your input shaft will be floating in the air on the crank side. Which is not good in most RWD applications, due to how many RWD transmissions are designed.
So I took more measurements and designed a piece for my buddy to cut for me on the lathe. Here it is:



Installed the whole clutch & checked disc clearance to the pilot bearing spacer. Clears just like I thought it would, with a little room to spare for disc wear.

17. With the adapter causing the clutch disc to sit further forward on the input shaft. That also meant the throw-out/clutch release bearing has to sit further forward to engage/disengage the clutch. That meant there was a chance it could slide off the input shaft collar (what guides it) and catch when trying to let off the clutch. Which would REALLY be no good during a clutch kick... or anywhere else for that matter.
So I had a weld on extension for the clutch release carrier made, by opening up the correct size I.D. in a piece of chromoly tube on the lathe.



Note: you use the T50 clutch fork, and W58 bearing carrier (modified). Both the T50 & W58 used the same throw-out/clutch release bearing, the difference is the I.D. of the carrier otherwise they are identical.
18. Installed the trans, and checked shifter position.


19. To make a transmission crossmember. My friend brought over a large piece of angle iron (Steel made with a 90 degree corner). He cut the stock 82-86 RA6x transmission crossmember and he welded angle iron to either side. It's ugly, stupid strong and works.
The speedo cable does plug right in if you have a W58 with a cable speedo output. Electronic sensors are also available. With the angle iron/custom crossmember I had to open up a hole/slot for the cable to pass through the trans crossmember without touching the angle iron. It will fit without doing so, but I wouldn't trust it without worrying about damage to the cable.
Unfortunately in the US there is no speedo gear's available to swap into the W58 & get a correct speedo reading with the AE86 speedometer. In the pic below you can see the 'metric' ratio adapter I bought from a local speedometer repair shop (typically $60-80) to get my speedo corrected. It is purchased to slow/speed up the cable by a '%/percentage', which you can figure out using a GPS and your speedo reading at 60mph.

20. Last, but not least. I had the correct size & spline driveline yoke installed onto my driveline to make it all work.
Done.
This project was finished 7/18, and immediately saw track time the following weekend 7/25 & 26. Again I didn't take any pics, nor did I get any video. But there was media at the event, so here's a pic or two I found online (with their quotes/links).
http://speedhunters.com/archiv....aspx
http://motormavens.com/2009/08...-pt-4/
The event was dominated by S13's and S14's, but there were a couple nice AE86's on hand.This humble little 16-valve powered hatchback was laying down some very nice runs.

The driver of this AE86 came all the way down from Sacramento to have fun tearing it up with the 240 guys. He was killing it all day long, making smoke with his bone stock bluetop 16valve 4AGE engine! RESPECT!!!

Andrew